
Częściowa metoda badania jakości części kutych
Kuciekontrola jakości części jest podzielona na kontrolę jakości wyglądu i wewnętrzną kontrolę jakości. Ogólnie rzecz biorąc, kontrola jakości wyglądu należy do badań nieniszczących, które zwykle przeprowadza się gołym okiem lub przy małym powiększeniu. W razie potrzeby można również zastosować badania nieniszczące. Do kontroli jakości wewnętrznej, ze względu na wymagania jej treści kontrolnej, niektóre z nich muszą przyjąć testy niszczące, które zwykle nazywane są testami anatomicznymi, takie jak test małej mocy, test pękania, test struktury o dużej mocy, analiza składu chemicznego i badanie właściwości mechanicznych. Niektórzy mogą również stosować nieniszczące metody testowania. W celu dokładniejszej oceny jakości odkuwek należy połączyć badania niszczące z badaniami nieniszczącymi. Aby zbadać jakość odkuwek z poziomu głębokiego, należy również użyć transmisyjnego lub skaningowego mikroskopu elektronowego, sondy elektronowej i innych mechanizmów pomocniczych.
Metody kontroli jakości wewnętrznej części kutych można ogólnie podsumować jako: metodę kontroli struktury makroskopowej, metodę kontroli struktury mikroskopowej, metodę kontroli właściwości mechanicznych, metodę analizy składu chemicznego i metodę badań nieniszczących.
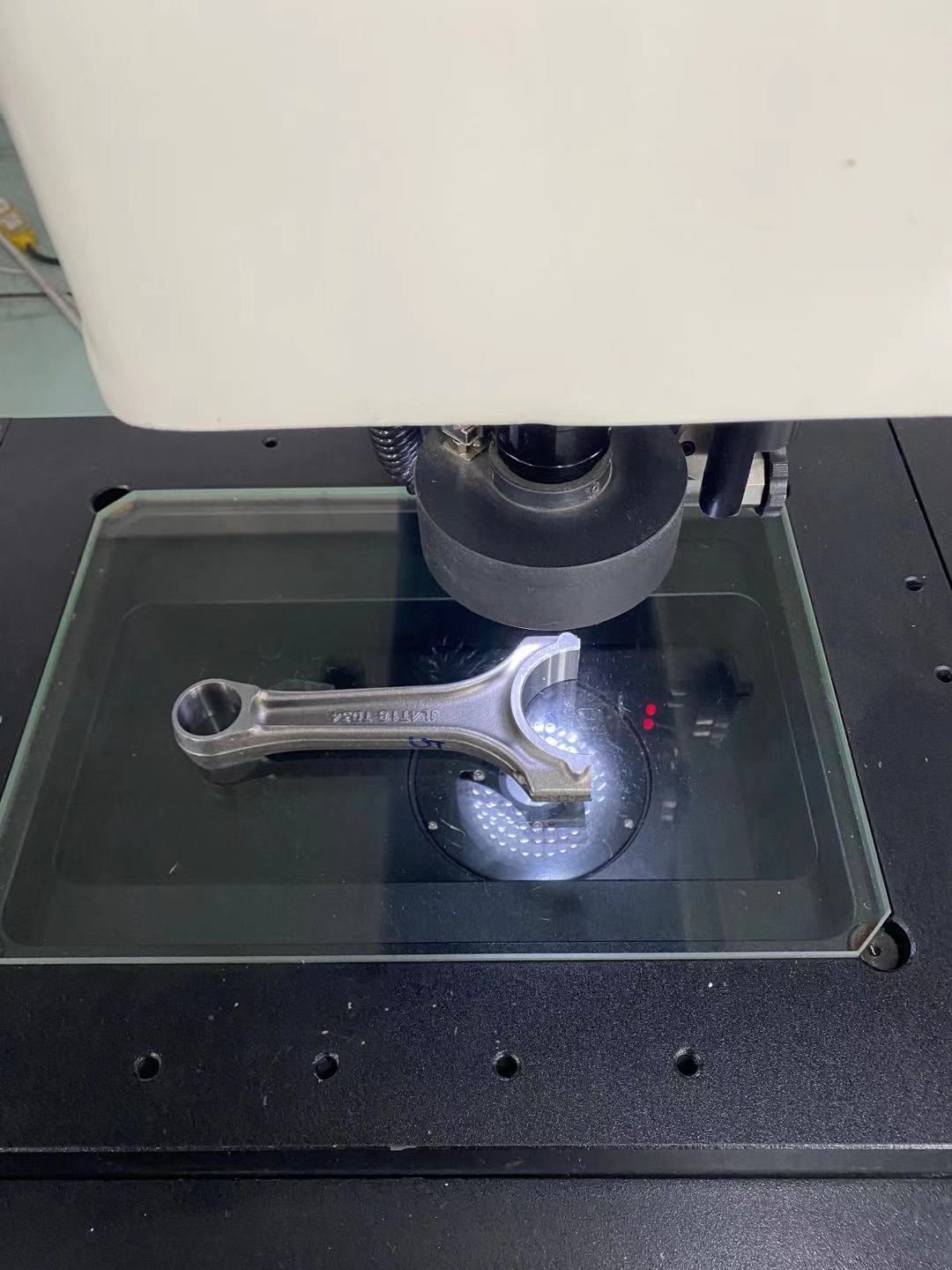
Badanie makroskopowe tkanki polega na obserwacji i analizie makroskopowych właściwości tkanki odkuwek poprzez oględziny lub lupę o małym powiększeniu (zwykle wielokrotność 30) × (poniżej). Do makroskopowych badań struktury odkuwek powszechnie stosowane metody to metoda niskokorozyjna (w tym metoda korozji na gorąco, metoda korozji na zimno i metoda korozji elektrolitycznej), metoda próby pękania oraz metoda odcisku siarki.
Metodę korozji niskoenergetycznej stosuje się do sprawdzania pęknięć, fałd, otworów skurczowych, segregacji porów, białych plam, porów, wtrąceń niemetalicznych, segregacji aglomeracji, rozkładu linii płynięcia, uziarnienia i rozkładu stali konstrukcyjnej, stali nierdzewnej, nadstopów, aluminium i stopy aluminium, stopy magnezu i magnezu, części kute ze stopów miedzi, stop tytanu i inne materiały. Jednak w przypadku różnych materiałów środki wytrawiające i specyfikacje wytrawiania są różne w przypadku wyświetlania struktur makroskopowych.
Metoda próby pękania służy do wykrywania białych plam, rozwarstwień, pęknięć wewnętrznych i innych wad stali konstrukcyjnych i stali nierdzewnych (z wyjątkiem austenitu), węgla grafitowego w odkuwkach ze stali sprężynowej oraz przegrzania i nadmiernego spalania tych rodzajów stali. Do aluminium, magnezu, miedzi i innych stopów, służy do sprawdzenia, czy ziarno jest drobne i jednolite, czy występuje warstwa tlenku, wtrącenia tlenkowe i inne wady.
Metodę drukowania siarki stosuje się głównie w niektórych dużych odkuwkach ze stali konstrukcyjnej, aby sprawdzić, czy rozkład siarki jest równomierny i zawartość siarki.
Oprócz próbek kucia ze stali konstrukcyjnej i stali nierdzewnej stosowanych do testu małej mocy nie poddaje się końcowej obróbce cieplnej, odkuwki z innych materiałów są zwykle poddawane próbie małej mocy po końcowej obróbce cieplnej.
Metody kontroli jakości wewnętrznej części kutych można ogólnie podsumować jako: metodę kontroli struktury makroskopowej, metodę kontroli struktury mikroskopowej, metodę kontroli właściwości mechanicznych, metodę analizy składu chemicznego i metodę badań nieniszczących.
Badanie makroskopowe tkanki polega na obserwacji i analizie makroskopowych właściwości tkanki odkuwek poprzez oględziny lub lupę o małym powiększeniu (zwykle wielokrotność 30) × (poniżej). Do makroskopowych badań struktury odkuwek powszechnie stosowane metody to metoda niskokorozyjna (w tym metoda korozji na gorąco, metoda korozji na zimno i metoda korozji elektrolitycznej), metoda próby pękania oraz metoda odcisku siarki.
Metodę korozji niskoenergetycznej stosuje się do sprawdzania pęknięć, fałd, otworów skurczowych, segregacji porów, białych plam, porów, wtrąceń niemetalicznych, segregacji aglomeracji, rozkładu linii płynięcia, uziarnienia i rozkładu stali konstrukcyjnej, stali nierdzewnej, nadstopów, aluminium i stopy aluminium, stopy magnezu i magnezu, części kute ze stopów miedzi, stop tytanu i inne materiały. Jednak w przypadku różnych materiałów środki wytrawiające i specyfikacje wytrawiania są różne w przypadku wyświetlania struktur makroskopowych.
Metoda próby pękania służy do wykrywania białych plam, rozwarstwień, pęknięć wewnętrznych i innych wad stali konstrukcyjnych i stali nierdzewnych (z wyjątkiem austenitu), węgla grafitowego w odkuwkach ze stali sprężynowej oraz przegrzania i nadmiernego spalania tych rodzajów stali. Do aluminium, magnezu, miedzi i innych stopów, służy do sprawdzenia, czy ziarno jest drobne i jednolite, czy występuje warstwa tlenku, wtrącenia tlenkowe i inne wady.
Metodę drukowania siarki stosuje się głównie w niektórych dużych odkuwkach ze stali konstrukcyjnej, aby sprawdzić, czy rozkład siarki jest równomierny i zawartość siarki.
Oprócz próbek kucia ze stali konstrukcyjnej i stali nierdzewnej stosowanych do testu małej mocy nie poddaje się końcowej obróbce cieplnej, odkuwki z innych materiałów są zwykle poddawane próbie małej mocy po końcowej obróbce cieplnej.
Wyślij zapytanie



X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności