
Środki zapobiegające pękaniu powierzchniowemu i wewnętrznemu odkuwek
Aby zapobiec pęknięciom powierzchniowym i wewnętrznym odkuwek, należy podjąć następujące środki zaradcze:
1) Wybierz wysokiej jakości oryginalny półfabrykat, a wszystkie wady na powierzchni półfabrykatu powinny zostać całkowicie usunięte. Na przykład wytłaczane kęsy często wymagają karoserii. Podczas kucia małego pręta, który nie jest wygodny dla samochodu na młotku, należy najpierw lekko uderzyć, rozbić gruboziarnisty kryształowy pierścień, a następnie stopniowo zwiększać uderzenie;
2) Wlewki powinny być wystarczająco homogenizowane w wysokiej temperaturze, aby wyeliminować szczątkowe naprężenia wewnętrzne i segregację wewnątrzkrystaliczną, aby poprawić plastyczność metalu. Kucie ogrzewania, aby zapewnić określoną temperaturę ogrzewania do ogrzewania i pełnej izolacji;
3) Wybierz najlepszy zakres temperatur kucia według różnych stopów. Na przykład najlepszy zakres temperatur kucia wlewka ze stopu LC4 to: około 440X: izolacja grzewcza, a następnie powolne chłodzenie do 410-390t: o kuciu, dobra plastyczność;
4) Stop aluminium ze względu na słabą płynność. Proces kucia z intensywnym odkształceniem (takim jak walcowanie) i stopień odkształcenia powinny być odpowiednie, prędkość odkształcenia powinna być jak najniższa;
5) Podczas operacji kucia odkuwek należy zwrócić uwagę, aby nie dopuścić do zginania, fałdowania oraz terminowego poprawiania lub usuwania wad w produkowanych odkuwkach. Podczas toczenia w kółko nie może być 20% małych suchych, a liczba toczenia nie może być zbyt duża.
1) Wybierz wysokiej jakości oryginalny półfabrykat, a wszystkie wady na powierzchni półfabrykatu powinny zostać całkowicie usunięte. Na przykład wytłaczane kęsy często wymagają karoserii. Podczas kucia małego pręta, który nie jest wygodny dla samochodu na młotku, należy najpierw lekko uderzyć, rozbić gruboziarnisty kryształowy pierścień, a następnie stopniowo zwiększać uderzenie;
2) Wlewki powinny być wystarczająco homogenizowane w wysokiej temperaturze, aby wyeliminować szczątkowe naprężenia wewnętrzne i segregację wewnątrzkrystaliczną, aby poprawić plastyczność metalu. Kucie ogrzewania, aby zapewnić określoną temperaturę ogrzewania do ogrzewania i pełnej izolacji;
3) Wybierz najlepszy zakres temperatur kucia według różnych stopów. Na przykład najlepszy zakres temperatur kucia wlewka ze stopu LC4 to: około 440X: izolacja grzewcza, a następnie powolne chłodzenie do 410-390t: o kuciu, dobra plastyczność;
4) Stop aluminium ze względu na słabą płynność. Proces kucia z intensywnym odkształceniem (takim jak walcowanie) i stopień odkształcenia powinny być odpowiednie, prędkość odkształcenia powinna być jak najniższa;
5) Podczas operacji kucia odkuwek należy zwrócić uwagę, aby nie dopuścić do zginania, fałdowania oraz terminowego poprawiania lub usuwania wad w produkowanych odkuwkach. Podczas toczenia w kółko nie może być 20% małych suchych, a liczba toczenia nie może być zbyt duża.
6) Narzędzia używane do kucia i kucia matrycowego powinny być całkowicie nagrzane, a temperatura nagrzewania powinna być zbliżona do temperatury kucia, zwykle 200-420, w celu poprawy płynności.
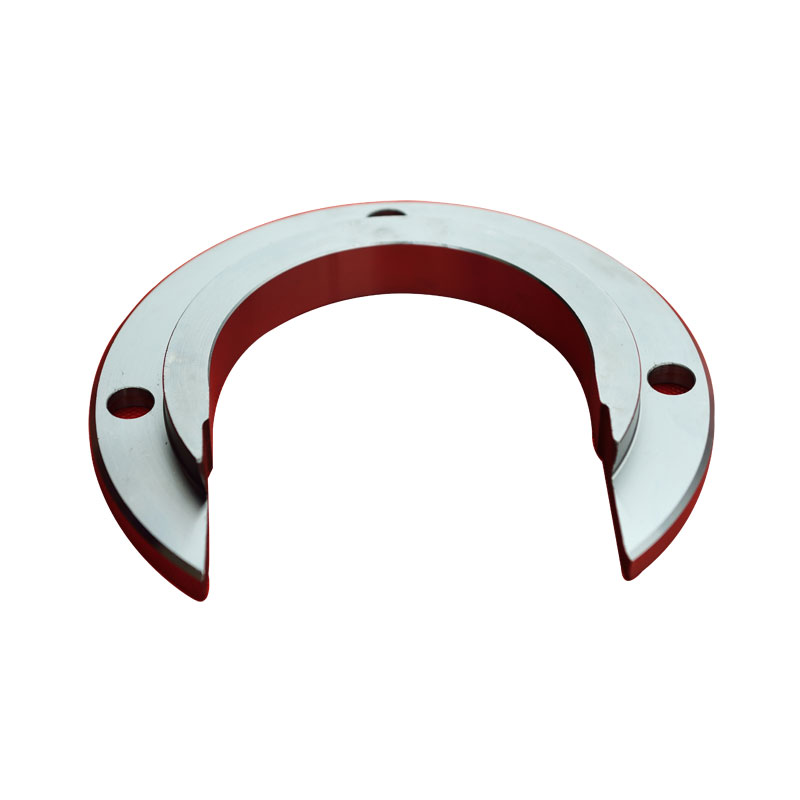
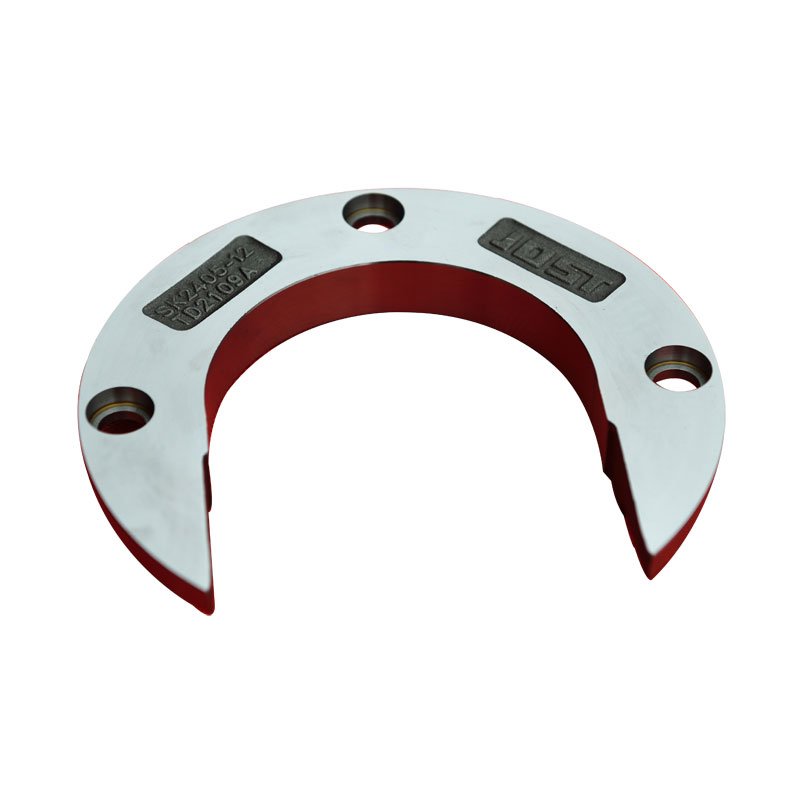
oto prawdziwe zdjęcia odkuwek pierścieniowych produkowanych przez firmę kucia precyzyjnego Tongxin w dobrej cenie i stabilnej jakości.
Wyślij zapytanie



X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności